
欢迎进入陕西宝深机械(集团)有限公司!






 新闻资讯 NEWS
新闻资讯 NEWS
您当前的位置:首页 - 新闻

单层干燥助力烧结砖企业产品转型升级-9
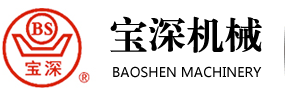
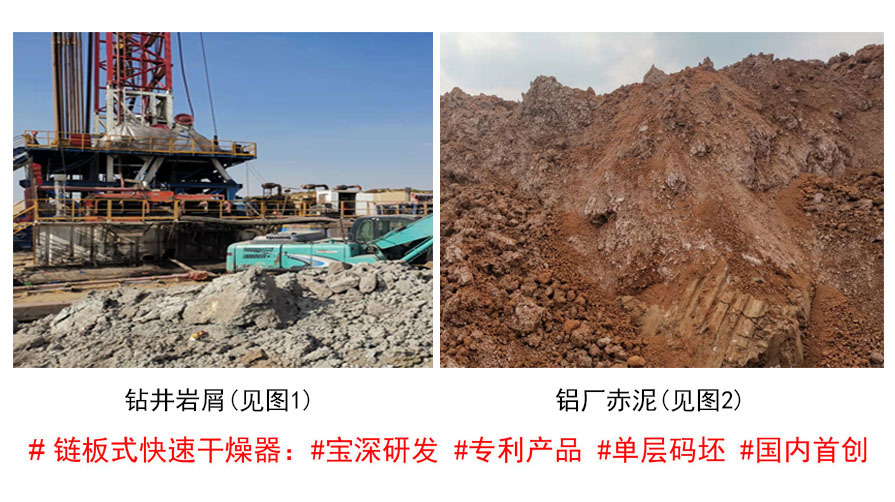
7、推广单层干燥原料选择范围广:针对不同原料的干燥敏感系数可调节干燥速度; 针对不同产品可调节码坯高度;针对送风温度和压力,可调节各进风位置和热风循环系统的大小。当使用黏土、污泥、钻井岩屑(见下图1)、铝厂赤泥(见下图2)等原料时,可以将链条速度调到最低6h,干坯体出来看结果,如果坯体残余水分较低时(小于4%),可调高链板行走速度;当使用以“链板速度,孔洞率越高,链板行走速度趆快,产量就越高。无论何种原料和产品规格型号发生变化,在热循环系统调整后,主要调整链板速度。经反复调整,确定各种原料和不同产品的链板行走速度和最佳干燥制度。调整完成后会自动记录,为下次原料和产品变化提供依据。宝深干燥器设有温度、压力、湿度、风速传感器,能实现快速干燥窑气流均衡,上下温度一致,各干燥段湿度保持恒定,干燥窑技术参数调节更简要方便。但还是建议企业,大宗原料要基本固定,产品规格也不宜变化太多(>>>未完待续,下次信息预告:单层干燥10大优势8)。
查看详情
单层干燥助力烧结砖企业产品转型升级-8
6、推广单层与燥焙烧操作问题少:烧成问题大部分是干燥问题,正常操作下烧 成制品的好坏,也是干燥半成品好坏的最 好体现。一句话,产品质量和成品合格率低的主要原因是半成品干燥不好所造成, 陕西春翔公司改造前的组装式隧道窑,塌垛倒窑经常发生。改造后采用了链板式二次码烧快干燥后,窑车上重新组垛码坯, 烧成只考虑烧成收缩,不考虑干燥收缩, 而烧成收缩往往小于干燥收缩,加上干燥后的坯体残余水分低,坯垛收缩应力大为 降低。一年多生产以来,未发生隧道窑塌垛、倒坯现象。由于采用二次码烧工艺, 烧成时砖坯上下受压部位易形成氧化气氛,消除或减轻了条面压花和黑心及收缩 应力裂纹。码窑层数:只要烧成范围允许,码窑层数18层〜22层之间没有问题,码坯量增加,隧道窑长度可适当缩短。(>>>未完待续,下次信息预告:单层干燥优势7)
查看详情
单层干燥助力烧结砖企业产品转型升级--7
5、推广单层干燥质气污染排放低:国家标准GB29620《砖瓦工业大气污染物排放标维》规定了砖瓦工业大气污染排放的重要指标,烟尘颗粒物、氮氧化合物、二氧化硫等受氧含量折算和排潮风量的影响较大。研发的单层链板式快速干燥器,热风交换充分,不但热能耗利用率高,而且需要的送风量大为降低,对于干燥焙烧过程的氧含量也能有效地控制在18%左右。以日产20万多孔砖为例,排潮风量在8立方米/ 小时〜12立方米/小时之间,仅为传统一次码烧工艺和框架式单层干燥排送风量的1/2〜2/3。生产实际证明和污染物排放系数折算,不但节电降成本,有利于企业碳达峰和碳减排,而且较大幅度的降低了大气污染物排放量(>>>未完待续,下期信息预告:单层干燥10大优势6)。
查看详情
单层干燥助力烧结砖企业产品转型升级--6
4、推广单层干燥热能利用比较高:根据链板式 快速干燥器生产多孔砖实际情况测算,在烧成温度 900℃〜950℃时,每公斤制品能耗在280kcal左右, 比改造前下降了 15%,日节煤4t左右。能耗下降的原因,主要是送热风结构设计合理。链板式快干器,采用“强制内部循环”干燥原理,热利用率高,所需热量是传统干燥窑的50% (空心砖仅为30%左右)。抽取 隧道窑冷却带余热,通过管道分多点进入干燥器内, 洁净热空气从下至上穿过坯体,并设有十多台循环风 机,从而保证了干燥窑在不同段带的断面温度、压力、和湿度的基本一致(见图K),保证了单层码放的湿坯体四周均匀受热和自由收缩(见图L),避免了因干燥 而产生的收缩应力裂纹。干燥送风循环系统,借鉴了 干一挂陶板和欧美一些先进的设计理念,即就送风温 度较高,但只要进端保持几乎饱和的热蒸气和临界含 水率前的湿度及温度的合理梯度。从而有效的加快了 坯体内水分向外扩散加,提高了热能的利用效率,每 日减少碳排放10t以上,节能减碳效果明显。
(>>>未完待续,下期信息预告:单层干燥10大优势5)

钻井岩屑废渣制砖性能的试验研究(一)
摘要:本文较为详细地叙述了利用钻井岩屑原料制砖的试验研究结果,分析了岩屑的化学成分、物理性能及干燥焙烧性能,提出了利用岩屑制砖的一次半和二次码烧工艺及主要设备调整方案。针对半工业性生产试验结果,提出了一些主要工艺技术参数及设备选型优化。并提出钻井岩屑原料用于制砖的几点建议。
查看详情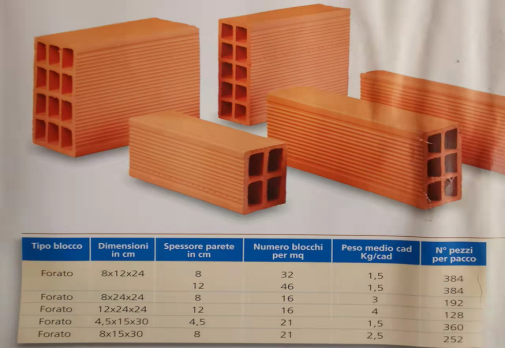
单层干燥助力烧结砖企业产品转型升级--5
3、产品适应范围宽:为了满足市场对产品的不同的要求,在一条线上,即能生产多孔承重砖,又能生产非承重空心砖;即能生产承重与清水墙装饰一体的实心砖(见图H)和多孔砖,又能生产各部保温砖和砌块;即能生产小规格的各种产品,又能生产大规格的产品(见图J),特别是长尺寸的墙板砖;即可生产实心砖或低孔洞率的砖产品,又可生产孔洞率大于50%的高孔洞率产品。单层干燥己能实现智能化自动控制,根据不同产品,调整温度、压力和风量。例如宝深的单层链板式快干器,设定了链条干燥时的行走速度为0.3m~1.5m/min,当设计的干燥器为117m时,干燥周期可控制在1.3h~6.5h,调试范围比较大。如果生产时产品变化,在送风温度和压力基本不变时,只需要通过变频器调整链板速度,即可实现适应多种产品生产的合理干燥周期。宝深在不同产品实际生产中,干燥周期调整范围在2h~5.5h,一般情况下,实心砖在5小时左右;20%多孔砖在3h~4h;40%以上空心砖和空心砌块,干燥周期在2h~2.5h。也就是说,孔洞率越高,干燥周期就越短,如果外壁和内壁越薄,干燥周期会更短。以上也充分说明,单层干燥对生产中不断变化的多种产更适应(>>>未完待续..., 下期信息预告:单层干燥10大优势4)。
查看详情